




Antes do proceso de extrusión principal, a alimentación polimérica almacenada mestúrase con diversos aditivos como estabilizadores (para calor, estabilidade oxidativa, estabilidade UV, etc.), pigmentos de cor, retardantes de chama, recheos, lubricantes, reforzos, etc. calidade do produto e procesabilidade.Mesturar polímeros con aditivos tamén axuda a acadar as especificacións do perfil de propiedade obxectivo.
Para algúns sistemas de resina, adoita empregarse un proceso de secado adicional para evitar a degradación do polímero debido á humidade.Por outra banda, para aqueles que normalmente non requiren secado antes do seu uso, aínda pode ter que someterse ao secado, especialmente cando se almacenan en cuartos fríos e se colocan de súpeto nun ambiente máis cálido, iniciando así a condensación de humidade na superficie do material.
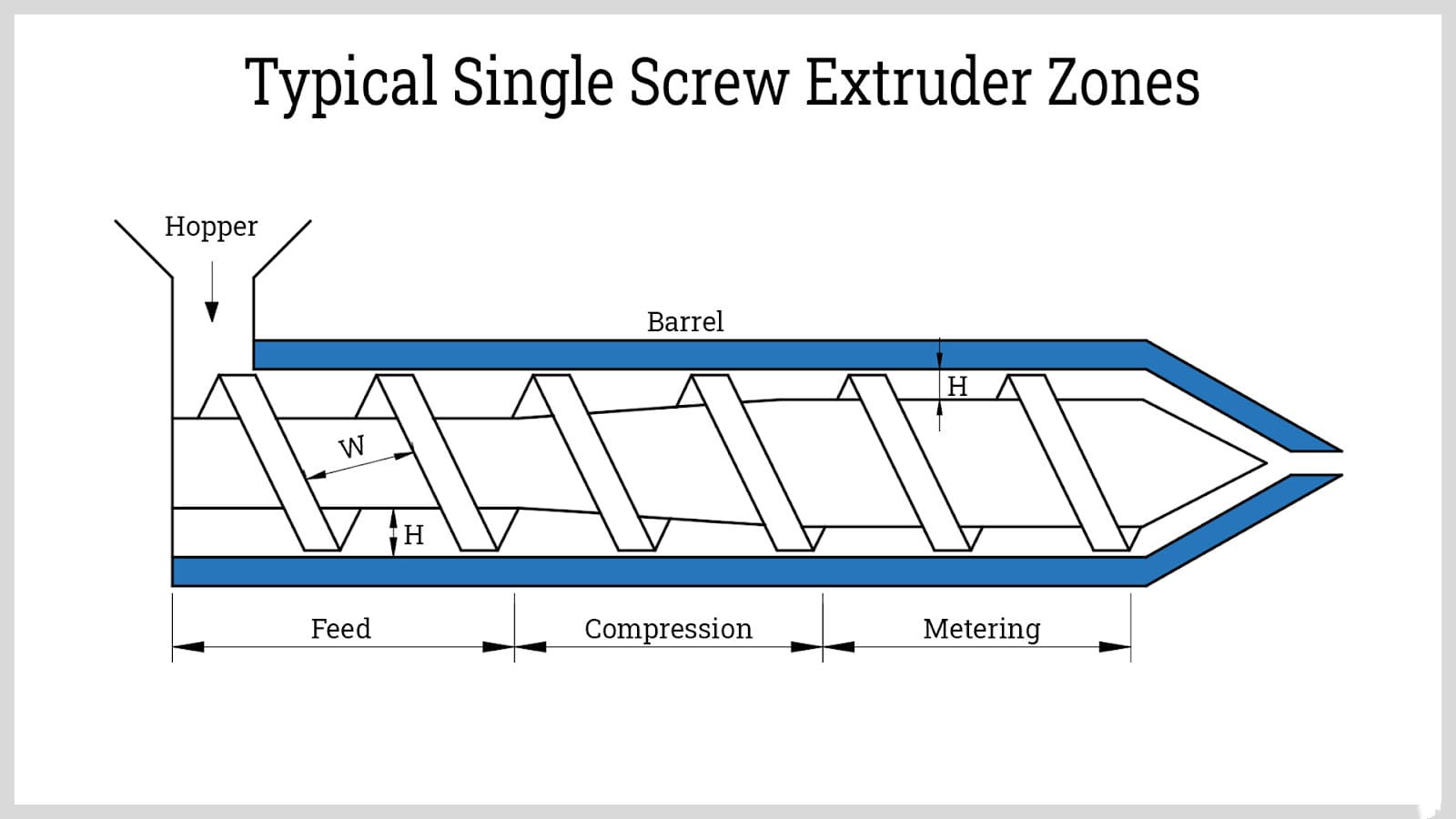
Despois de mesturar e secar o polímero e os aditivos, a mestura é alimentada por gravidade na tolva de alimentación e a través da gorxa da extrusora.
Un problema común ao manexar materiais sólidos como o po de polímero é a súa fluidez.Nalgúns casos, poden producirse pontes de material dentro da tolva.Así, pódense empregar medidas especiais como a inxección intermitente de nitróxeno ou calquera gas inerte para perturbar calquera acumulación de polímero na superficie da tolva de alimentación, garantindo así un bo fluxo do material.
O material flúe cara abaixo no espazo anular entre o parafuso e o canón.O material tamén está limitado pola canle do parafuso.A medida que o parafuso xira, o polímero lévase cara adiante e sobre el actúan forzas de fricción.
Os barrís quéntanse normalmente cun perfil de temperatura que aumenta gradualmente.A medida que a mestura de polímero viaxa desde a zona de alimentación ata a zona de medición, as forzas de fricción e o quecemento do barril fan que o material se plastifique, mestúrase homoxéneamente e se amase.
Por último, a medida que a masa fundida se achega ao final da extrusora, pasa primeiro por un paquete de pantalla.O paquete de pantalla utilízase para filtrar calquera material estraño no termoplástico fundido.Tamén protexe o orificio da placa da matriz de obstrucións.A fusión é entón forzada a saír da matriz para adquirir a forma da matriz.Arrefríase inmediatamente e sácase da extrusora a unha velocidade constante.
Despois do arrefriamento pódense realizar outros procesos como tratamento de chama, impresión, corte, recocido, desodorización, etc.A continuación, o extruido someterase a inspección e procederase á embalaxe e envío se se cumpren todas as especificacións do produto.
Hora de publicación: Dec-08-2022






