




A extrusión de plástico, tamén coñecida como extrusión plastificante, é un proceso continuo de fabricación de gran volume no que un material termoplástico, en forma de po, gránulos ou gránulos, se funde homoxéneamente e despois expulsa do molde de conformación mediante presión.Na extrusión do parafuso, a presión procede da rotación do parafuso contra a parede do canón.A medida que o plástico fundido pasa pola matriz, adquire a forma do burato da matriz e sae da extrusora.O produto extruído chámase extruido.

Unha extrusora típica consta de catro zonas:
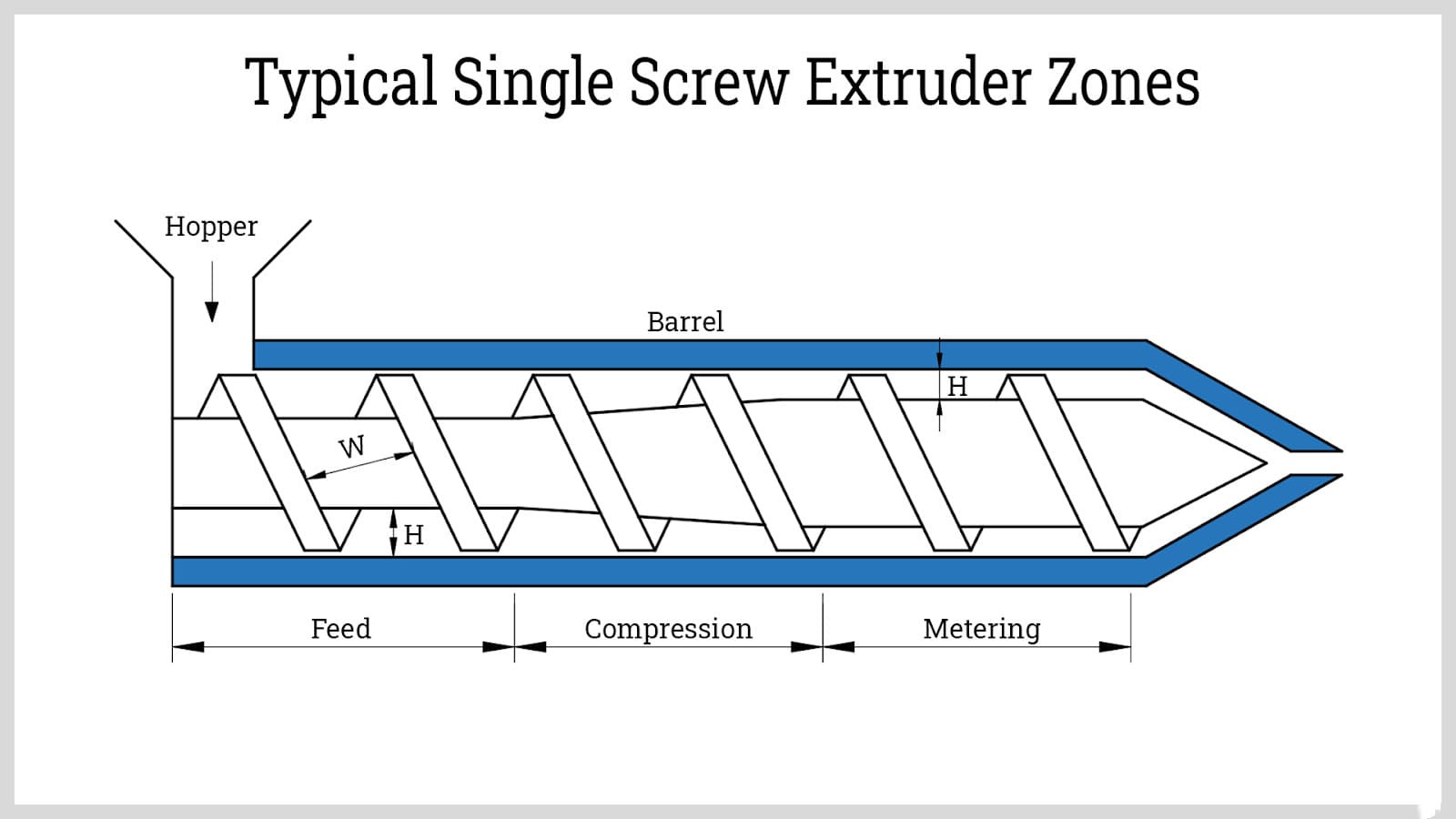
Zona de alimentación
Nesta zona, a profundidade do voo é constante.A distancia entre o diámetro maior na parte superior do voo e o diámetro menor do parafuso na parte inferior do voo é a profundidade do voo.
Zona de transición ou zona de compresión
A profundidade do voo comeza a diminuír nesta zona.En efecto, o material termoplástico comprime e comeza a plastificarse.
Zona de mestura
Nesta zona, a profundidade do voo volve ser constante.Para garantir que o material estea completamente derretido e mesturado de forma homoxénea, pódese colocar un elemento de mestura especial.
Zona de medición
Esta zona ten unha profundidade de voo menor que na zona de mestura pero permanece constante.Ademais, a presión empuxa o fundido a través da matriz de conformación nesta zona.
Noutra nota, a fusión da mestura de polímeros é causada por tres factores principais:
Transferencia de calor
A transferencia de calor é a enerxía transferida desde o motor da extrusora ata o eixe da extrusora.Ademais, a fusión do polímero está afectada polo perfil do parafuso e o tempo de residencia.
Fricción
Isto é provocado pola fricción interna do po, o perfil do parafuso, a velocidade do parafuso e a taxa de alimentación.
Barril extrusor
Utilízanse tres ou máis controladores de temperatura independentes para manter a temperatura dos barrís.
Hora de publicación: 08-08-2022






